+86-13292238221



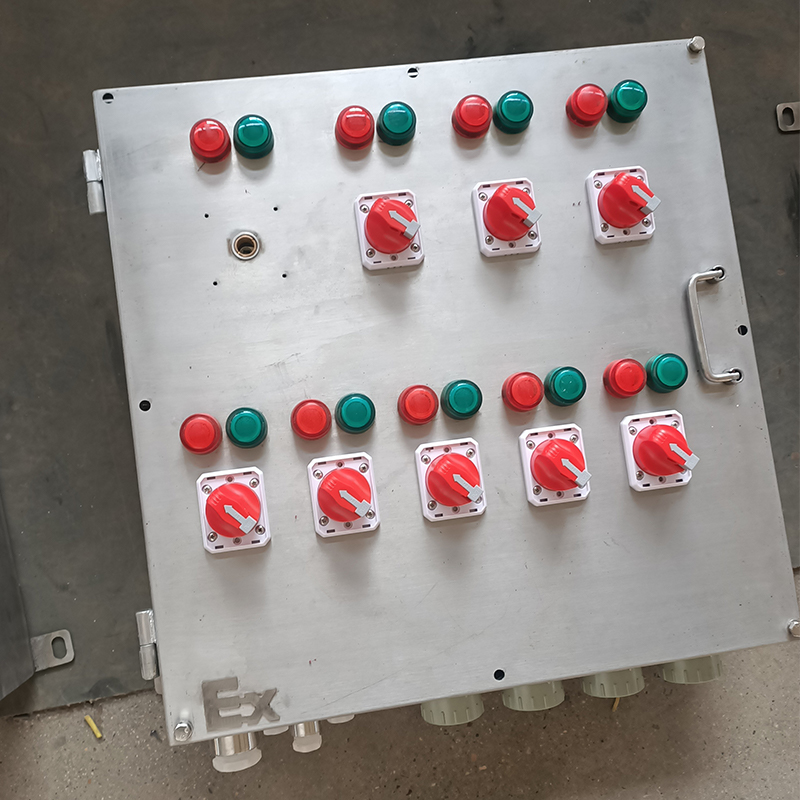
Китай Взрывозащищенный распределительный щит из нержавеющей стали цена
Когда ищешь Китай Взрывозащищенный распределительный щит из нержавеющей стали цена, сразу натыкаешься на дилемму: дешёвые варианты часто скрывают проблемы с сертификацией, а европейские аналоги разоряют бюджет. На деле, ключевой параметр — не столько стоимость, сколько соответствие ГОСТ IEC 60079-0 для зон с высокой концентрацией газов.
Почему нержавейка, а не оцинковка
В 2018 году на нефтеперерабатывающем объекте под Омском мы поставили щиты из оцинкованной стали. Через полгода — точечная коррозия в зонах контакта с сероводородом. Перешли на AISI 304L, и за три года проблем не было. Но важно: марка стали должна иметь сертификат устойчивости к хлоридам, иначе в приморских регионах та же история повторится.
Коллеги часто экономят на толщине листа — 1.5 мм вместо 2 мм. Кажется, разница незначительная, но при вибрационных нагрузках (например, рядом с компрессорными установками) это приводит к деформации дверцы и нарушению взрывозащитного зазора. Проверял лично на объекте в Татарстане — пришлось усиливать конструкцию рёбрами жёсткости, что вышло дороже изначального выбора правильной толщины.
Ещё нюанс: полировка поверхности. Гладкая поверхность не просто для эстетики — она снижает налипание пыли и агрессивных веществ. Но некоторые китайские производители дают зеркальную полировку, которая в цехах создаёт блики — это уже вопрос эргономики для обслуживающего персонала.
Ценообразование: где прячутся реальные затраты
Если видите цену ниже 120 000 рублей за щит на 12 модулей — это либо поддельный сертификат, либо экономия на клеммниках. Мы в ООО Шуанжи Взрывозащита используем клеммы Weidmüller, и это добавляет 15-20% к стоимости, но исключает проблемы с переходными сопротивлениями.
Заказывали партию у неизвестного производителя из Гуанчжоу — прислали щиты с маркировкой Ex d IIC T6, но при вскрытии оказалось, что уплотнители не соответствуют температурному диапазону. При -40°C они дубели, и крышка не прилегала плотно. Пришлось закупать уплотнители отдельно в Германии и переделывать — в итоге вышло дороже, чем если бы сразу взяли у проверенного поставщика.
Сейчас многие предлагают 'адаптацию под российские стандарты' — обычно это просто замена вилки на евровилку. Настоящая адаптация включает: перерасчёт тепловыделения аппаратуры под наши климатические зоны, усиление петель (у нас щиты чаще перемещают краном), и главное — испытания на вибростенде по ГОСТ Р 51330.13.
Ошибки монтажа, которые сводят на нет всю взрывозащиту
Самое больное место — кабельные вводы. Ставят обычные сальники вместо взрывозащищённых, аргументируя тем, что 'и так сработает'. На химическом комбинате в Дзержинске из-за этого произошло возгорание на линии датчиков давления — пламя по кабелю прошло внутрь щита. Хорошо, что сработала автоматика отключения.
Ещё пример: монтажники часто перетягивают болты фланцевых соединений — деформируют уплотнительную поверхность. Потом удивляются, почему при проверке ультразвуковым течеискателем находят утечки. Мы сейчас в документации указываем момент затяжки 25 Н·м, но всё равно приходится проводить инструктаж на каждом объекте.
Отдельная история — заземление. Взрывозащищённый щит должен иметь два независимых контура заземления: для корпуса и для внутренней шины. Видел случаи, когда их объединяли — при КЗ искрило именно в месте соединения.
Кейс: почему не сработала экономия на комплектующих
В 2021 году для азотного предприятия в Тольятти закупили партию щитов с 'улучшенной ценой'. Производитель сэкономил на материале токоведущих шин — использовал алюминий вместо меди с медно-оловянным покрытием. Через 8 месяцев работы началось окисление в местах контактов, рост сопротивления, перегрев... В итоге — внеплановая остановка производства на трое суток. Убытки превысили экономию в 20 раз.
При этом внутреннюю разводку сделали кабелем КГВВнг-LS — вроде бы правильный выбор, но сечение взяли минимальное по расчёту 2.5 мм2. Не учли пусковые токи двигателей, которые подключались через эти щиты. Кабель грелся, изоляция преждевременно состарилась. Вывод: экономить на сечении проводки в взрывозащищённых щитах — преступление.
Сейчас мы в таких проектах всегда закладываем запас по току 25% и используем только медь — даже несмотря на подорожание. Как показала практика, это единственный способ избежать проблем в течение гарантийного срока.
Перспективы материалов и конструкций
Сейчас тестируем нержавейку AISI 316L с добавлением молибдена — для объектов с высокой концентрацией хлоридов. Дороже на 30%, но в условиях морских платформ или химкомбинатов это оправдано. Первые образцы уже два года работают на платформе в Каспийском море — коррозии нет.
Интересное направление — комбинированные корпуса: рама из нержавейки, а облицовка из композитных материалов. Это снижает вес на 40%, что критично для мобильных установок. Но пока не все заказчики доверяют таким решениям — требуют многолетних испытаний.
В ООО Шуанжи Взрывозащита недавно разработали щит с системой принудительного охлаждения через взрывобезопасный теплообменник — решение дорогое, но позволяет размещать больше оборудования в одном корпусе. Особенно актуально для буровых установок, где каждый квадратный метр на вес золота.
Что в итоге влияет на цену
Когда запрашиваете Китай Взрывозащищенный распределительный щит из нержавеющей стали цена, смотрите не на цифру, а на состав: толщина металла, марка стали, тип уплотнителей, производитель клемм, наличие российских сертификатов. Разница между видимо дешёвым и действительно экономичным вариантом — в сроке службы.
Наша статистика по 120 объектам показывает: щиты с первоначальной ценой на 15-20% выше среднерыночной служат без ремонта 10-12 лет против 4-5 лет у 'бюджетных' аналогов. И это без учёта стоимости возможных простоев.
Сейчас оптимальным по цене/качеству считаю продукцию заводов, которые работают по техрегламенту ТР ТС 012/2011 — у них хотя бы контроль производства на уровне. И да, всегда требуйте протоколы испытаний на ударную вязкость по Шарпи — это сразу отсеет 80% непрофессиональных поставщиков.
Соответствующая продукция
Соответствующая продукция




Самые продаваемые продукты
Самые продаваемые продуктыСвязанный поиск
Связанный поиск- Китай распределительный пункт шкаф заводы
- Сварной взрывозащищенный шкаф с продувкой Производитель
- Пылезащищенный распределительный щит заводы
- Шкаф с избыточным давлением и полимерным покрытием
- Коррозионностойкая пластиковая распределительная коробка Производители
- Взрывозащищенный распределительный щит для пылевых сред завод
- Взрывозащищенный силовой распределительный шкаф заводы
- Электрический распределительный шкаф Производители
- Шкаф управления с антикоррозионным полимерным покрытием цена
- Кабельная коробка с защитной крышкой цена